|
СТАНКИ РЕЙСМУСОВЫЕ ОДНОСТОРОННИЕ Мод. СР4-1, СР6-9, СР8-2, СР12-3 |
|
Предназначены для плоскостного строгания досок, брусков и щитов на заданный размер по толщине. Применяются в различных деревообрабатывающих производствах. Станки унифицированы и отличаются друг от друга шириной обработки и некоторыми конструктивными особенностями. Обработка заготовок производится ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Ножевой вал приводится во вращение от электродвигателя через кли-ноременную передачу.
|
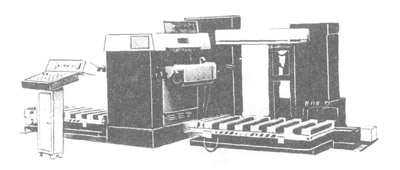
Мод. СР8-2
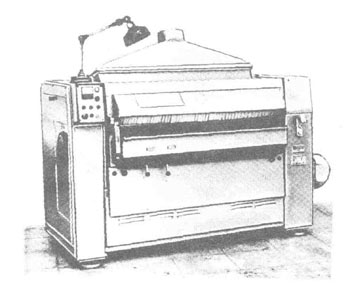
Мод. СР12-3
|
В станке мод. СР6-9 установлен ножевой вал с серповидными ножами для снижения уровня шума. Перед ножевым валом станков -установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности. Стол, по которому подаются заготовки, литой жесткой конструкции, встроен в станину, оборудо ван поддерживающими вальцами для) уменьшения трения при перемещении обрабатываемого матери ала. Подъем и опускание-.стола по высоте в зависи мости от толщины обрабатываемого материала В станках мод. СР4-1 и СРб-9 производятся вручную маховичком, на станках мод. СР8-2 и СР12-3 -механически от привода подачи и вручную. I Станки оборудованы приспособлением для фуговки ножей ножевого вала, что повышает качествво обработки. I Механизм для фуговки ножей выполнен быстросъемным. Фуговка ножей производится абразивным бруском, плавно перемещающимся по направляющим вдоль ножевого вала.. На станках мод. СР6-9, СР8-2, СР12-3 предусмотрена возможность установки заточного приспособления. Для обеспечения безопасной работы на станках предусмотрены: ограждение ножевого вала, служащее одновременно эксгаустерной воронкой; когтевая защита со стороны загрузки, предотвращаю! щая обратное выбрасывание заготовки в процессе обработки; электроблокировки, исключающие возможность включения привода ножевого вала при открытых крышках и откинутой эксгаустерной воронке; автоматическое отключение привода подачи при отключении привода ножевого вала; отключение приводов ножевого вала и подачи при открывании крышек. I Для удобства ремонтных работ в конструкции станков предусмотрен узловой метод сборки. |
ОСНОВНЫЕ ДАННЫЕ
|
Модель |
СР4-1 |
СР6-9 |
СР8-2 |
СР123 |
|
Размеры обрабатываемой заготовки, мм: ширина наибольшая толщина |
400 5—200 |
630 5—200 |
800 5—200 |
1250 10—125 |
|
длина наименьшая |
300 |
400 |
450 |
450 |
|
Скорость подачи (ступенчатое регулирование), м/мин |
8; 12 |
16; 24 |
||
|
Скорость подачи (бесступенчатое регулирование), м/мин |
— |
8—24 |
— |
5—30 |
|
Скорость резания, м/с |
— |
30,6 |
31,4 |
30 |
|
Толщина снимаемого слоя, наибольшая, мм |
8 |
5 |
5 |
5 |
|
Диаметр корпуса ножевого вала, мм |
125 |
125 |
125 |
160 |
|
Частота вращения ножевого вала, мин-1 |
4500 |
4570 |
4200 |
3570 |
|
Общая установленная мощность, кВт |
6,5 |
8,6 |
17,19 |
20 |
|
Габарит, мм |
925х925х1180 |
1130х1360х 1260 |
5450х3760х1900 |
1225х2695х1268 |
|
Масса станка без заточного приспособления, кг . . |
700 |
1650 |
3900 |
3440 |
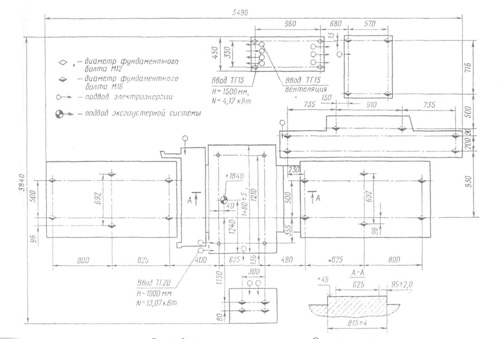
ФУНДАМЕНТ МОД. СР8-2